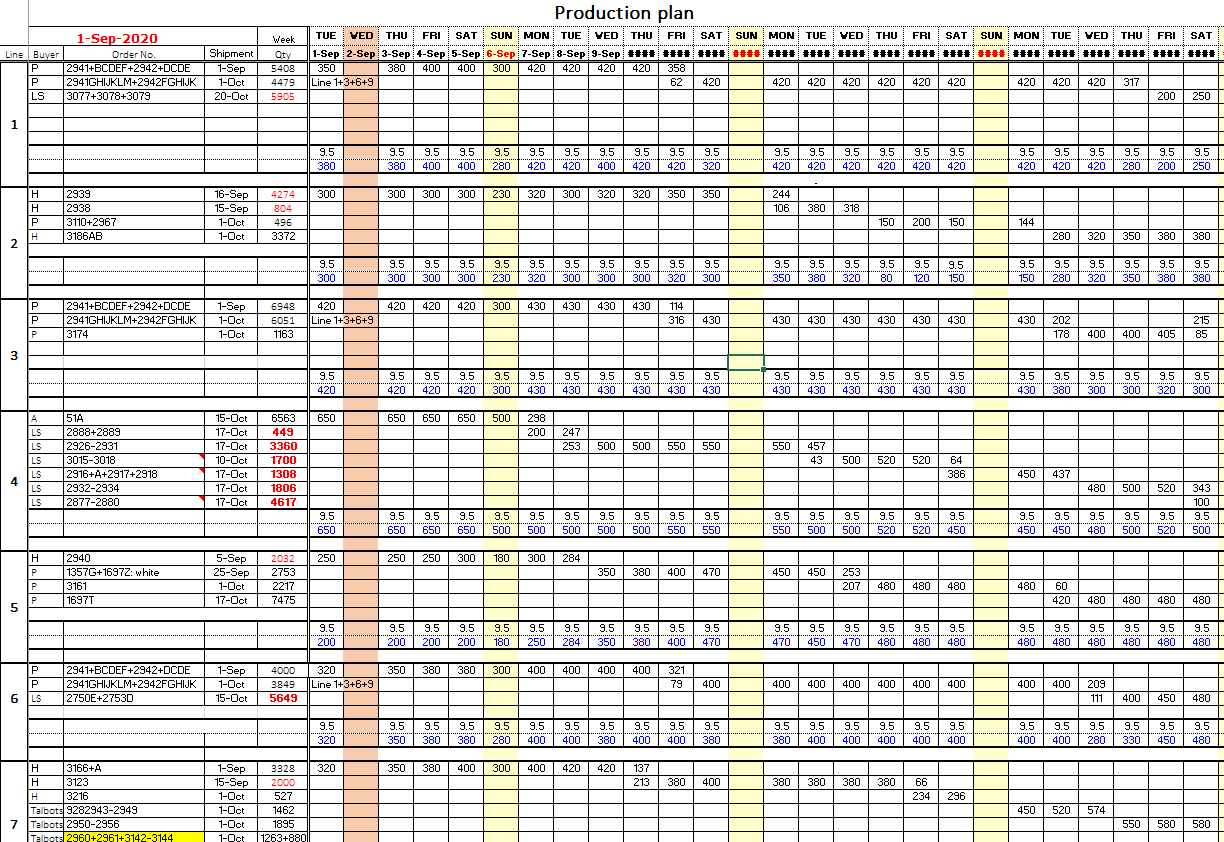
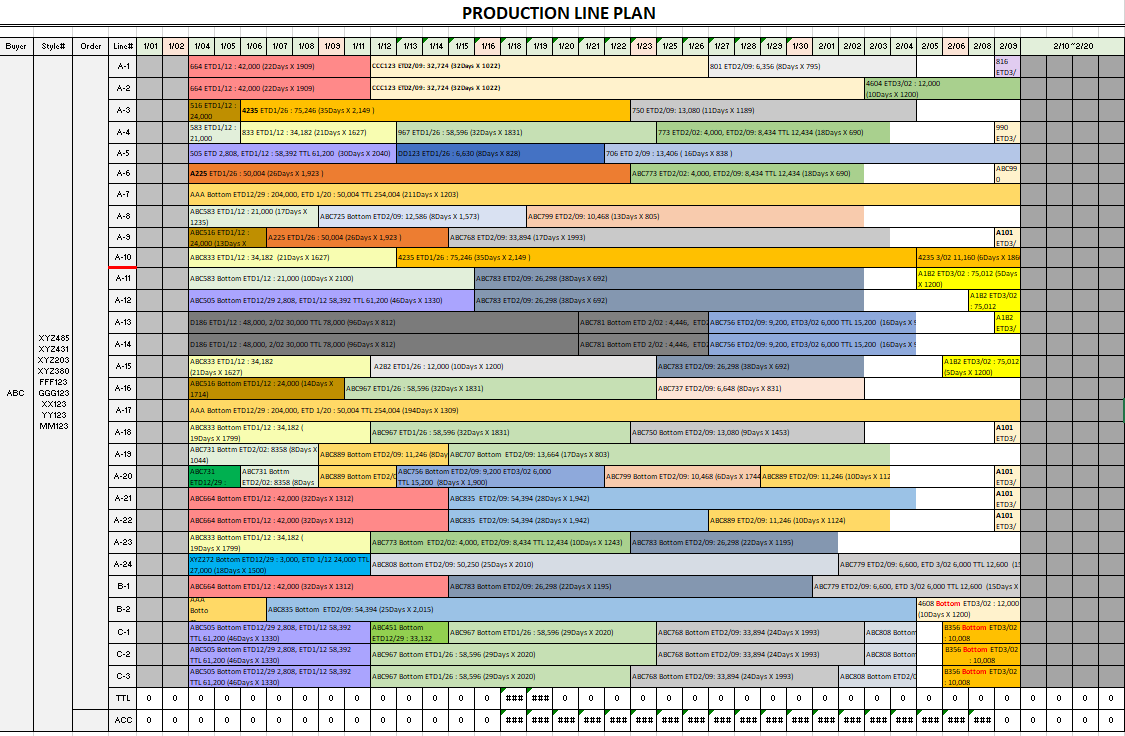
Bảng kế hoạch sản xuất cho chuyền may được lập do quản lý đơn hàng và đồng thời quản lý đơn hàng ngành may cũng phải ước tính được năng suất tại chuyền may để lập sơ đồ chuyền hay sắp xếp chuyền may qua đó quản lý năng suất tại chuyền may. năng suất tại chuyền may là rất quan trọng vì nó sẽ ảnh hưởng, quyết định trực tiếp đến lợi nhuận từ đơn hàng và lợi nhuận chung của cả nhà máy. Ảnh hưởng tới tất cả lương, chế độ và hoạt động tại công ty may nên vô cùng quan trọng.
Xem thêm các khóa học ngành may:
- KHÓA ĐÀO TẠO KỸ NĂNG, KINH NGHIỆM NGHỀ QUẢN LÝ ĐƠN HÀNG NGÀNH MAY. Xem chi tiết TẠI ĐÂY
- KHÓA ĐÀO TẠO KỸ NĂNG KINH NGHIỆM QUẢN LÝ CHẤT LƯỢNG QA/QC NGÀNH MAY. Xem chi tiết TẠI ĐÂY
- KHÓA ĐÀO TẠO TIẾNG ANH GIAO TIẾP VÀ TIẾNG ANH CHUYÊN NGÀNH MAY. Xem chi tiết TẠI ĐÂY
Hoặc bạn có thể liên hệ với mình để biết thêm chi tiết, ZALO: 0977. 298. 488
| I | Elements affect to production plan and line map? Nhân ảnh hưởng đến kế hoạch sản xuất và sơ đồ chuyền? |
| 1 | Delivery date: Ngày xuất hàng |
| 2 | Order quantity/ size range/ color way: Số lượng đơn hàng/ tỷ lệ cỡ/ màu |
| 3 | Style construction: Cấu trúc mã hàng |
| 4 | Material on time: Vật tư đồng bộ đúng thời điểm |
| 5 | Workers skill: Tay nghề công nhân |
| 6 | Equipment: Trang thiết bị, máy móc |
| 7 | Daily out put/ productivity: Sản lượng ra chuyền hàng ngày |
| II | Line map arranging rule? Nguyên tắc sắp chuyền |
| 1 | Must be keep delivery: Phải giữ đúng ngày xuất hàng |
| 2 | Production must be running stability/ smooth (don’t change line map if not necessary/ Line map must be correct from beginning) Phải giữ được chuyền chạy ổn định, không thay đổi chuyền nếu không cần thiết và như thế cần sắp chuyền đúng từ đầu |
| 3 | Maximum daily out put/ productivity: Tối đa sản lượng ra chuyền hàng ngày |
| 3a | Same construction should be running in the same line Những mã cấu trúc giống nhau sẽ chạy cùng 1 chuyền |
| 3b | Style construction suitable with workers skill and equipment Cấu trúc mã hàng phải phù hợp với tay nghề công nhân và trang thiết bị máy móc |
| 3c | One style should running in minimum lines/ one shot only. Một mã hàng chỉ nên chạy trên ít chuyền nhất có thể, tốt nhất là 1 chuyền, và chạy 1 mã hàng 1 lần là hết luôn, không ngắt quãng, không đổi mã giữ chừng |
| 4 | Minimum stop/ blank/ change the line: Hạn chế tối đa dừng chuyền, trống chuyền, đổi chuyền giữa chừng |
| 5 | Material must be on time: Vật tư phải đồng bộ đúng thời hạn |
| 6 | Print/ Embroidery panel must be on time –> cutting plan, fabric inhouse, PPS approval: Thân in, thân thêu phải được nhận đúng thời hạn –>Vải phải về đúng thời hạn, lịch cắt và duyệt mẫu phải đảm bảo cho lịch vào chuyền |
| 7 | Buyer requirement clear: TP, manual, construction: Tất cả những yêu cầu của khách hàng phải rõ ràng trước khi vào chuyền |
| 8 | Line map must be exclude weekend and holiday: Sắp chuyền phải tránh ngày nghỉ cuối tuần và nghỉ lễ |
| 9 | Estimate daily out put should match actual (should ref same construction style actual out put running before): Ước tính sản lượng ra chuyền khi sắp chuyền phải sát thực tế (nên tham khảo sản lượng ra chuyền thực tế của những mã cấu trúc tương tự mà đã chạy trước đây) |
| 10 | Once rcved new style, must be est and add in line map: Khi nhận mã hàng mới phải lập tức ước tính và cập nhật vào bảng sắp chuyền |
| 11 | If any elements changed and affect to line map, have to adjust and inform to production relate department: Nếu có bất tứ yếu tố nào thay đổi mà ảnh hưởng đến lịch vào chuyền thì phải chỉnh lịch chuyền và thông báo cho các bộ phận liên quan của sản xuất. |
| 12 | If any style not enough capacity need to consider arrange more line running and OT: Nếu có bất cứ mã hàng nào mà chạy 1 chuyền không kịp thời gian giao hàng thì phải tính đến việc tăng số chuyền chạy hoặc tăng ca sản xuất. |
| 13 | In one order: arrange small quantity POs/ priority POs first to avoid big % short ship: Trong cùng 1 đơn hàng có nhiều Pos, ưu tiên sản xuất những PO số lượng bé trước, để tránh bị thiếu vào Pos số lượng bé. |
| 14 | Daily out put/ productivity must be regular increase from input date and keep maximum later: Sản lượng ra chuyền phải tính được tính tăng dần từ ngày vào chuyền và giữ được mức tốt nhất đều đặn cho đến khi kết thúc chuyền. |
| 15 | Must be follow actual productivity after input and compare with est out put to revise line map if need: Sau khi chuyền chạy, phải theo dõi sản lượng ra chuyền, so sánh với sản lượng ước tính để điều chỉnh lịch chuyền nếu cần thiết. |
| 16 | All relate department must be follow line map, call out if any: Tất cả các bộ phận phải bám theo bảng kế hoạch sản xuất và sắp xếp chuyền may |
Cho em xin tài liệu này mail thanquyenqtkd92@gmail.com với ạ. Em cảm ơn ạ
cho em xin tài liệu vs ah, email của em tho243@gmail.com
a đã gửi file
Anh cho em xin tài liệu lập bảng kế hoạch sản xuất cho chuyền may với ạ. Email của em là Tucoi8991@gmail.com
Em xin trân thành cảm ơn ạ.
e check email nhé
Em đang làm kế hoạch sản xuất cho 1 công ty may ở Hải Dương. Anh cho em xin tài liệu lập bảng kế hoạch sản xuất cho chuyền may để em tham khảo với ạ. Email của em : ductientm@gmail,com.
Em cảm ơn ạ !
A đã gửi file, e check email nha.
Dạ bài hay quá anh ạ, anh cho em xin file tài liệu kế hoạch sản xuất để em tham khảo thêm ạ.
Email em là thaovo632000@gmail.com. Em chân thành cảm ơn anh rất nhiều!
a đã gửi file
Dạ cám ơn anh vì bài viết ạ, anh cho e xin file tài liệu kế hoạch sản xuất với ạ. Email em Hongnghia497@gmail.com. Em chân thành cám ơn ạ
E check email nhé
Cho em xin tài liệu vào mail: trangmy191999@gmail.com. Em cảm ơn ạ!
e check email nhé, a đã gửi file
Cho e xin file với ạ. E cảm ơn a.
E check email nhé, a đã gửi file
cho minh xin file voi ạ
ban check email nhé
cho minh xin file với ạ huuhuynh798@gmail.com
mình đã gửi file
Cho em xin tài liệu rất hữu ích này ak
mình đã gửi file nha
a đã gửi file e nhé
Chào ad, ad gửi mình file nhé. Thank ad
Email: thangnguyen9428@gmail.com
a đã gửi file e nha
Ad cho em xin file kế hoạch sản xuất với ạ, em muốn tham khảo thêm ạ
thanks ad!
a đã gửi file e nhé
chào a a gửi tôi xin file tài liệu nhé, cảm ơn a nha!
E check email nhé, a đã gửi file
Admin ơi, cho em xin files với ạ fionatuyen1995@gmail.com
e check email nhé
chào a ạ.cho e xin tài liệu qua mail phamyen2304@gmail.com. Em cảm ơn ạ.
e check email nhé
Chào anh, anh cho e xin file này với ạ, mail của e là ducdiep412@gmail.com
e check email nhé, a đã gửi file
cho minh xin file ke hoach ban nhe, quangnam17@gmail.com
bạn check email nha
anh cho e xin file kế hoạch sản xuất để tham khảo với ạ
kapuchinodang@gmail.com
e check email nhé
– Cho mình xin 2 biểu mẫu liên quan bài chia sẻ để tham khảo;
– Mình muốn đăng kí học online
Sdt : 0918265932
Bạn check email nhé, mình đã gửi file, bạn liên hệ zalo: 0977298488 để thông tin chi tiết về khóa học nhé, tks
em xin file với ạ vutiennd2015@gmail.com
em cảm ơn ạ
e check email nhé
cho e xin file vs a. ducle9595@gmail.com xin cam ơn anh
anh cho e xin file ducle9595@gmail.com cam on anh ah
e check emai nhé
Anh cho em xin tài liệu với ạ. Em cảm ơn anh nhiều.
Email: luudieulinh7@gmail.com
e check email nhé
Anh cho em xin tài liệu với ạ. Em cám ơn anh nhiều
Email: duybtre93@gmail.com
e check email nhé
Anh cho em xin tài liệu với nhé:
AdamTran@LoanThinh.vn
Cảm ơn anh!
Bạn check email nhé, mình đã gửi file
Tài liệu rất hữu ích, Anh cho em xin tài liệu này được không ạ? Em cảm ơn ạ
e check email nhé
Tài liệu rất hay anh ạ. Anh cho em xin tài liệu này được không ạ? Em cảm pưn anh nhiều
email của em :
ungphd126@gmail.com
cảm ơn anh nhiều ạ
anh cho em xin file tài liệu với ạ. em cảm ơn anh ạ.
email: duonghoa130979012@gmail.com
e check email nhé, a đã gửi file
Cho em xin file này với ạ. nguyentheu060492@gmail.com
e check email nhé, a đã gửi file